
So, ich denke, diese Baustelle ist nun auch befriedet. Hier hatte ich berichtet, dass mein Modell des Stirlingmotors «Rainer» von Modellbau Bengs unter einem unrunden (ovalen) Zylinderrohr litt und deshalb nicht richtig lief.

Die Unrundheit des Zylinderrohrs führte zum Klemmen in der rechts-links Ebene bei gleichzeitig zu grossem Spiel (Durchblasen) in der oben-unten Ebene. Dies wollte ich mit einer verstellbaren Reibahle angehen, um den Zylinder (ein Messingrohr) auf einen allseits gleich grossen und möglichst kreisrunden Innendurchmesser zu bringen.
Vor wenigen Tagen traf nun die Reibahle aus China ein, zum Preis von CHF 23.59 inkl. Versand. Ich war von Anfang an skeptisch, hielt aber das finanzielle Risiko eines Fehlkaufs für überschaubar. Ein entsprechendes Produkt eines Markenherstellers (Garant) hätte hier in der Schweiz fast CHF 300.- gekostet, also mehr als das Zwölffache! Das nur am Rande.
Die nun vorliegende Reibahle macht erwartungsgemäss einen eher groben Eindruck. Sie weist auf den zu den sechs Schnittkanten (mit roten Pfeilen markiert) führenden Freiflächen ein gut sichtbares und mit dem Fingernagel gut spürbares Riefenmuster auf. Das ist nicht gut.

Dennoch erwiesen sich die sechs Schneiden während ihres Einsatz im Messing Zylinderrohr als bemerkenswert scharf, und haben auch jeweils in etwa gleich viel Material abgeschabt. Unvermeidlich, dass die riefige Feinstruktur der Schnittkanten ihren Niederschlag in der so bearbeiteten Zylinderinnenseite fand:
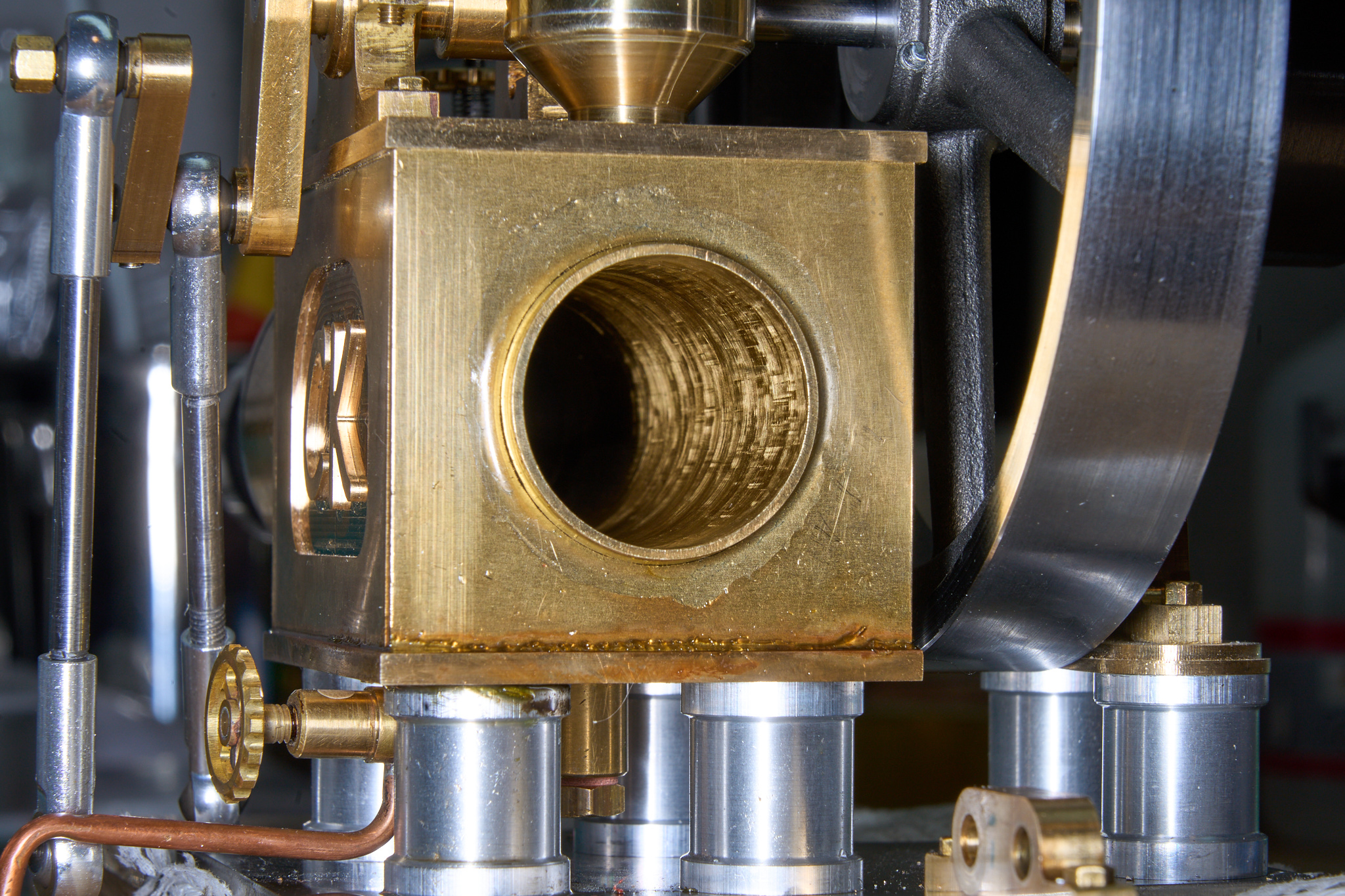
Diese Riefigkeit habe ich dann in einem weiteren Schritt mit dem Hon Gerät von Modellbau Bengs gemildert, und den Rest dann durch den 2. Übermasskolben, den ich extrem knapp (nur mit Kraft durch den Zylinder hindurch schiebbar) auf der Drehbank gefertigt hatte, einschleifen lassen. Den Kolben hatte ich nach der Drehbearbeitung nicht weiter bearbeitet, insbesondere weder mit Schleifpapier noch Polierpaste geglättet.
Motor wieder zusammengebaut, mittels Akkuschrauber eine Weile «kalt» zwangsweise durchgedreht, und dann manuelle Startversuche mit Flamme aufgenommen. Wiederum war seeehr viel Geduld gefragt, bis sich Monsieur «Rainer» endlich bequemte, ein paar Umdrehungen aus eigener Kraft zu absolvieren. Dabei konnte man anfangs quasi mitzählen, wie der initiale Schwung, den ich dem Schwungrad per Zeigefinger zwischen den Speichen des Schwungrads mitgegeben hatte, zu immer längeren Laufphasen führte: sechs, sieben, … , zwölf etc. Umdrehungen, die man während dieser Phase noch sehr gut mitzählen konnte, aber eben immer noch nicht nachhaltig.
Natürlich ist die erlebte Verlängerung der Laufphasen zwischen den einzelnen Startversuchen sehr motivierend, und endlich war es dann soweit: «Rainer» nahm langsam seinen Dauerlauf auf. Zunächst mit einer Drehzahl von unter 100 Umdrehungen/Minute, was sich aber dann innerhalb der nun folgenden zwei Stunden Einlaufphase auf inzwischen knapp 200 U/min gesteigert hat. Da muss man sich beim Mitzählen schon ziemlich konzentrieren 😊, und allmählich beginnt auch der Fliehkraftregler, sinnvoll zu erscheinen.
Aktuell habe ich dem Motor erneut teilzerlegt, um Kolben und Zylinder nach dieser ersten Einlaufphase zu vermessen. Der Kolben zeigt über den gesamten Umfang hinweg ein sehr schön gleichmässiges Tragbild – die vorher bestehende Unrundheit des Zylinders wurde durch die beschriebene Rosskur offensichtlich behoben.

Nach Überprüfung der Kalibrierung von Aussen- und Innenmikrometer habe ich sowohl Kolben als auch Zylinder in jeweils drei Ebenen (aussen, mitte, innen) vermessen, sowie jeweils mit um 90° verdrehtem Mikrometer. Für den Kolben komme ich so auf einen mittleren Durchmesser von 27.88 mm, mit einer Streuung der Messwerte zwischen 27.87 mm und 27.89 mm.
Für den Zylinder erhalte ich bei gleichem Vorgehen (drei Ebenen, jeweils zwei um 90° verdrehte Messorientierungen) einen mittleren Zylinderdurchmesser von 27.915 mm, bei einer Streuung der Messwerte zwischen 27.910 mm und 27.915 mm.
Insgesamt liegt nun also ein Kolbenspiel von 0.035 Millimeter vor. Das dürfte in die von Herrn Bengs in seiner Bauanleitung empfohlene Spanne von «wenigen Hundertstel Millimeter» fallen:
Der Kolben sollte mit wenigen 1/100 unter Maß hergestellt werden.
Und, für den Fall, dass mir jemand die 5 tausendstel Millimeter nicht glauben sollte 😉 – mein Innenmikrometer kann das tatsächlich!

Wie geht’s weiter?
Ich werde nun den Motor, soweit nötig, nochmals zerlegen, die beteiligten Oberflächen säubern und mit Autosol polieren, die Übergänge zwischen den Säulen und dem Wasserkasten mit Hylomar abdichten, den Ablasshahn ausrichten und festziehen etc..
Dann steht eigentlich nur noch die Montage auf einer Grundplatte an. Wie schon bei meinen bisherigen Modellen, so wird es auch diesmal eine Acrylglasplatte sein. Bei der benötigten Dicke von 40 mm spricht man – glaube ich – von einem «Block». Dieser Block liegt mir bereits vor, noch mit Schutzfolie auf Ober- und Unterseite, ist allerdings leider mit sägerauhen Seitenflächen geliefert worden. Da steht also noch ein wenig Fleissarbeit an: Flächen mit einem Ziehmesser abziehen, fein, feiner und feinst abschleifen und schliesslich polieren. Danach natürlich passend bohren und Gewinde einschneiden. Vermutlich ist es sogar geschickter, die Endpolitur erst nach den spanhebenden Bearbeitungsschritten vorzunehmen. Schau’n wir mal.
Das Endresultat werde ich hier vorstellen.