
Man muss nicht regelmäßig italienisches Design (z.B. Ducati Monster) anschauen, um die serienmäßigen Beleuchtungseinrichtungen am Ural-Gespann grauenhaft zu finden.

Auch wenn, wie bei uns, Exemplare beider Spezies täglich unmittelbar nebeneinander in der Einstellhalle verglichen werden können und die Ural dabei unnötig schlecht abschneidet.
Nicht nur, daß ein wilder Mix verschiedener Formen verbaut wurde: kantige Leuchten auf dem Kotflügel des Seitenwagens, abgerundetes Riesen-Rechteck als Rücklicht und kreisrunde Blinker links. Weil das insgesamt umbaute Volumen sogar den Hubraum des Antriebsaggregats überschreitet, besteht eindeutig Handlungsbedarf.

Seitenansicht 
Draufsicht 
Frontal

Auch gibt es in der Ural-Ahnenreihe kein Vorbild, welches heutzutage im Bestreben nach historischer Authentizität einen derartigen Formen- und Größenmix rechtfertigen würde. Im Gegenteil waren ursprünglich alleine Rundleuchten verbaut.
Ich hatte auf der Suche nach Alternativen in der Vergangenheit immer wieder einmal halbherzig die verschiedensten Zubehörseiten im Internet abgeklappert. Von Ural/Dnjepr- über Oldtimer-, Schlepper-, Motorradzubehör- bis hin zu generischen Anbietern wie Shin-Yo. Es hätte auch genügend Angebote gegeben, die jeweils einzelne Anforderungen erfüllt hätten. Aber bisher hatte ich nie etwas gefunden, was insgesamt zu einer «runden» und einheitlichen Lösung geführt hätte. Denn meine Ansprüche sind so klar umrissen wie schwierig zu erfüllen:
- durchgehend einheitliches Rund-Design
- Straßenzulassung für die Verwendung an der vorgesehenen Position
- deutliche Verkleinerung gegenüber dem Serienzustand
Die gewünschte Einheitlichkeit ist dank der Zulassungsvoraussetzungen bei einem Gespann komplexer als bei einem Motorrad:
- der Seitenwagen benötigt vorne ein Positionslicht und einen Fahrtrichtungsanzeiger, hinten Brems- und Rücklicht, einen Fahrtrichtungsanzeiger sowie einen Reflektor.
- die Maschine benötigt vorne ein Tagfahrlicht und einen Fahrtrichtungsanzeiger links, hinten Brems- und Rücklicht, Fahrtrichtungsanzeiger links sowie einen Reflektor. Zusätzlich eine Kennzeichenbeleuchtung.
So hatte ich mich schon lange von der Hoffnung verabschiedet, eine einheitliche Lösung von der Stange kaufen zu können. Und außerdem bot sich die willkommene Chance zur Individualisierung, wenn ich ein Unikat basteln würde. Aber immer noch hätte ich zugelassene Komponenten benötigt, denn bei einer allfälligen Kontrolle würde jeder Polizist zuerst auf den Blinker- und anderen Gläsern nach den Kennzeichen der jeweiligen Zulassung suchen.
Mit der Zeit wuchs meine Bereitschaft, das Budget für dieses Umbau-Projekt zu erhöhen, bis dann meine Aufmerksamkeit auf die Kellermann Bullet 1000® Baureihe fiel. Das Preisschild würde auf mindestens € 400,- / CHF 480,- klettern. Ursula war einverstanden.
Am nächsten Tag stand ich beim lokalen MFK-Experten (funktional das Schweizer Äquivalent zum deutschen TÜV-Prüfer) auf der Matte und schilderte ihm mein Vorhaben. Er war völlig entspannt und meinte, das sei überhaupt kein Problem, und noch nicht einmal eintragungspflichtig. Für Schweizer Verhältnisse eine unerwartet großzügige Sichtweise. Etwa eine halbe Stunde später schlug ich in Wallisellen in der nächstgelegenen Louis-Filiale auf, wo ich je zwei Exemplare des Kellermann Bullet 1000® PL white und des Kellermann Bullet 1000® DF erstand. Erstere für den Einsatz vorne, letztere für den Einsatz hinten. Mit einem Aussendurchmesser von ca. 39 mm waren sie etwas kleiner als gewünscht, aber ich wollte sie ohnehin in ein Eigenbau -«Übergehäuse» mit 50 mm Durchmesser einbauen, wodurch auch die für ein Ural-Gespann unpassend-moderne Bullet-Form nicht mehr sichtbar wäre.
Der sehr freundliche und hilfsbereite Verkäufer bei Louis konnte gegen Ende des Verkaufsgesprächs seine Neugierde nicht mehr bezähmen, denn ich hatte angegeben, daß ich die preiswerteste der verfügbaren Oberflächenvarianten haben wolle, sowie völliges Desinteresse an einer bestimmten Montagevariante (Stiel oder Laschen) gezeigt. Und so fragte er mich schließlich, was genau ich denn vorhabe. Ich skizzierte ihm kurz meine Absicht, die er «spannend» fand. Zum Schluss erhielt ich von ihm noch den Hinweis, daß ich die Lichtaustrittsfläche nicht im Geringsten verdecken dürfe!
So erhielt mein bis dahin nur rudimentär ausgebildeter Umbauplan eine erste konstruktive Randbedingung: ich würde die Bullet 1000® von vorne in ein Übergehäuse einführen müssen, und von hinten gegen herausfallen sichern müssen.
Zu Hause folgte die Vermessung und erste Bearbeitung eines Bullet 1000®, welche ich im Detail hier beschrieben habe. Als «Meilenstein 1» erreicht war (axiales Gewinde von hinten in das Bullet 1000® Gehäuse eingeschnitten) fand ich, daß es langsam an der Zeit sei, das weitere Vorgehen detaillierter zu planen. Das Ergebnis sah dann zunächst so aus (maßstabsgetreu):



Ursula und ich waren uns einig: dieser «Stielaugen»-Effekt gefiel uns beiden nicht. Das war dann der Moment, als wir beschlossen, den Kellermann Bullet 1000® auf seine inneren Werte zu reduzieren, wie in meinem Artikel zum Bullet 1000® Teardown beschrieben.
Das Ergebnis der Simulation/Visualisierung gefiel uns gleich deutlich besser:


Weiter mit der Planung:
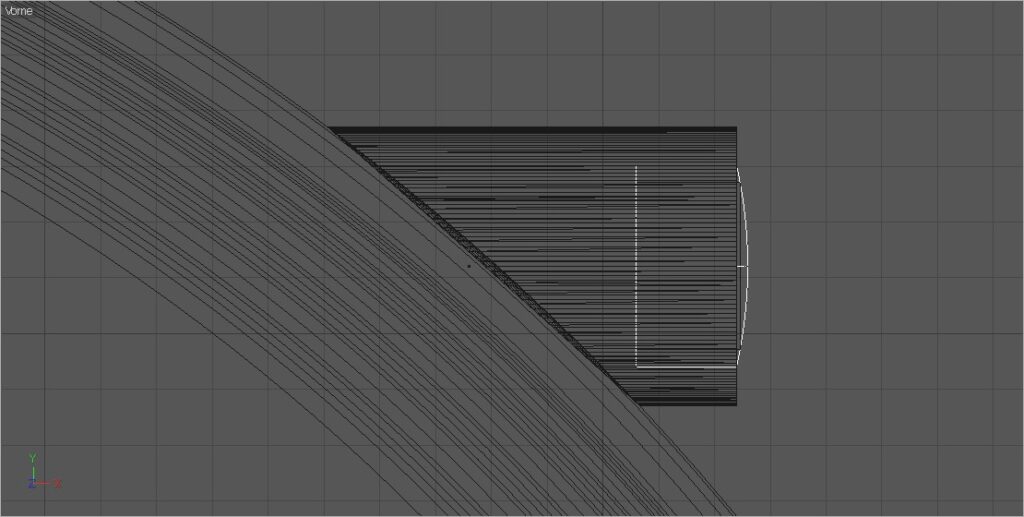
Meine maschinellen Bearbeitungsmöglichkeiten (Sägen, Bohren, Drehen, Fräsen) erlauben nur die Fertigung von ebenen oder maximal einachsig gekrümmten Oberflächen (Kegel, Zylinder). Es war aber abzusehen, daß der schräge Anschnitt des schwarzen PVC-Rundmaterials für das Übergehäuse in einer ebenen Schnittfläche resultieren würde, welche mit der zweiachsig gekrümmten Kotflügeloberfläche (einer Torusfläche) nur eine Punktberührung eingehen würde. Dies hätte bei den vorliegenden Abmessungen zu einer Spaltweite oben und unten von ca. 1.7 mm geführt, und in rechts-links Richtung von immer noch 1.4 mm. Geht natürlich garnicht.

Spaltmaße längs und quer zur Fahrtrichtung 
Spaltmaß-Detail längs zur Fahrtrichtung 
Spaltmaß-Detail quer zur Fahrtrichtung

Zuerst dachte ich über eine genügend dicke und elastische Zwischenlage nach, mit deren Hilfe ich diesen Spalt überbrücken wollte. Aber dann fiel mir ein, daß ich eine exzellente Gelegenheit vor mir hatte, den ersten 3D-Druck meines Lebens in Auftrag zu geben, wo ich doch die relevante Geometrie bereits exakt in 3D modelliert hatte und die Spaltgeometrie dadurch ebenfalls exakt bekannt war.
Das war im Grunde ein kleines separates Abenteuer für sich genommen, aber gehört inhaltlich mit zur Beschreibung des Wegs zum Beleuchtungsumbau, weshalb ich das hier mit aufnehme:
Im Internet gibt es inzwischen eine Reihe von Anbietern von 3D-Drucken, die per Web-Interface das interaktive Hochladen einer Geometrie-Beschreibungsdatei sowie eine Online-Kalkulation von Bearbeitungszeiten und -kosten erlauben. Der erste derartige Anbieter, den ich ausprobierte und dessen Namen ich zu seiner Schonung hier nicht nennen werde, konnte sieben verschiedene Dateiformate, die ich aus meiner inzwischen angejahrten Cinema4D-Lizenz exportieren konnte, auch nach jeweils mehr als einminütiger Bedenkzeit nicht interpretieren, so daß ich schon an der Integrität meines Modells zu zweifeln begann.
Aber der zweite von mir getestete Anbieter, die Firma Best-Form, konnte eine der erwähnten Dateien (im stl-Format) bereits innerhalb eines Sekundenbruchteils korrekt in einer animierten und interaktiv drehbaren 3D-Kontrollansicht darstellen. Wenige Sekunden später folgte dann die statistische Auswertung bezüglich Volumen des Werkstücks, Volumen einer evtl. benötigten Stützstruktur, Bearbeitungszeit sowie Kosten. Nach jeder Änderung von Werkstoff und/oder Bearbeitungsparametern erfolgt jeweils eine Neuberechnung der statistischen Auswertung. So kann man prima und kostenfrei experimentieren und lernen. 😎
So entdeckte ich z.B., daß ich durch schlichte Drehung des Bauteils von der Einbaulage in eine Druckbett-parallele Lage, bei ansonsten unveränderter Geometrie
- das Volumen der Stützstruktur um ca. drei Viertel
- die Bearbeitungszeit um ca. die Hälfte
- die Kosten um ca. ein Drittel
reduzieren konnte. 😎
Ich entschied mich unter den auswählbaren Fertigungsparametern für
- schwarzes ABS als Material, wegen seiner Öl- und Witterungsbeständigkeit
- die kleinste angebotene Schichtdicke von 0.1 mm, aus Neugierde bezüglich der erzielbaren Oberflächenqualität
- einen Füllgrad von 50%, da die Zwischenlage lediglich flächig auf Druck und somit mechanisch nur gering belastet wird
Der erste Probedruck liegt inzwischen auf meinem Schreibtisch, und ich bin vollkommen zufrieden mit dem Ergebnis:

Computergrafik 
Oberseite 
Unterseite

Diese Zwischenlage schmiegt sich tatsächlich spaltfrei an den Kotflügel der Ural an. Die Oberflächenqualität entspricht vollauf meinen Erwartungen: man erkennt sogar, daß ich den ursprünglichen Zylinderumfang des aus diversen Bool’schen Operationen resultierenden Modells durch 72 Punkte angenähert hatte, was eindeutig auf meine Modellierung zurückzuführen ist. Die Lieferzeit (DHL) war OK, die Kosten von insgesamt rund € 25,- für einen (1) Druck finde ich absolut fair kalkuliert. Bei Stückzahlen > 1 fallen die darin enthaltenen Rüstkosten von aktuell €4.99 nur einmalig an, dann wird es also noch etwas günstiger. Also von meiner Seite gibt es eine uneingeschränkte Empfehlung für diesen Anbieter!
Momentan warte ich auf das Eintreffen des schwarzen 50 mm PVC-Rundmaterials, für die zu fertigenden Übergehäuse der Kellermann Bullet 1000®.
Update am 13.08.2020:
Überraschenderweise weist das inzwischen eingetroffene und nominell 50 mm starke PVC-Rundmaterial Durchmesserschwankungen zwischen 50.2 mm und 51.5 mm aus. Damit ist mein weiter oben vorgestellter 3D-Druck-Prototyp aus dem Rennen, da zu knapp bemessen.
Aus Gründen der Einheitlichkeit, und um die bereits vorhandenen Befestigungslöcher in den Kotflügeln der Ural möglichst weitgehend nutzen zu können (um die Kotflügel nicht vermeidbar weiter zu durchlöchern) hatte ich mich entschieden, die neuen Beleuchtungskörper bei jeweils 48° gegen die Horizontale zu montieren. Damit diese horizontal strahlen, musste ich das PVC-Rundmaterial also im Winkel von 90° – 48° = 42° schräg anschneiden. Das habe ich dann in der Freizeitwerkstatt Neuhausen zunächst an einer Bandsäge grob vorgeschnitten, und dann auf der Fräse exakt nachbearbeitet.

Hier nun meine «Babies» aus der Kleinserienfertigung:

Neue 3D-Drucke zur Spaltüberbrückung zwischen balligem Kotflügel und planem Zylinderschnitt der Gehäuse sind beauftragt.
Hier kann mal lesen, wie es weitergeht.